Passivation is a surface treatment process that chemically strengthens the chromium oxide (Cr2O3) passive layer naturally present on stainless steel surfaces and frees the surface of free iron. After welding, machining or mechanical forming, contaminants remaining on the steel surface prevent the passive layer from forming properly; this increases the risk of chloride stress corrosion, pitting corrosion and general rusting.
In this guide we cover the entire subject from an expert perspective — from the physical and chemical fundamentals of passivation to industrial application steps; from the ASTM A967 / A380 standards to the workflow followed in the field with Bionil PR. You will find practical references for both production engineers and quality control teams.
For readers who want to go straight to product selection: you can explore the Bionil pickling and passivation category here.
Key Takeaways
- Passivation is a controlled chemical process that strengthens the passive Cr2O3 layer on the surface of stainless steel and dissolves free iron; it does not cause metal loss
- Pickling and passivation are different processes: pickling provides post-weld cleaning, while passivation provides protection — applied together, they deliver the strongest corrosion resistance
- The ASTM A967 and ASTM A380 standards are the global references defining passivation methods (nitric acid and citric acid) and quality control tests
- Citric acid passivation (ASTM A967 Type V/VI) is more environmentally friendly than nitric acid methods and is preferred in the food, pharmaceutical and beverage industries
- Bionil PR is a passivation solution suitable for spray and immersion application on stainless steel surfaces, accelerating passive layer formation after pickling
What is passivation?
In its broadest sense, the term passivation refers to chemically rendering a metal less reactive to corrosion. In the context of stainless steel, passivation is the selective dissolution of iron atoms on the surface by an acid solution, leaving behind a thin, chromium-enriched oxide film. This film is an amorphous chromium oxide (Cr2O3) structure with a typical thickness of 2-5 nanometers, and it largely stops the electrochemical exchange between the metal and its environment.
The passive layer is in fact invisible to the naked eye. Even though there is no noticeable change in the surface appearance, at the micro-structural level the chromium density increases and the proportion of free iron decreases. This shifts the corrosion potential of the steel toward the positive (noble) side.
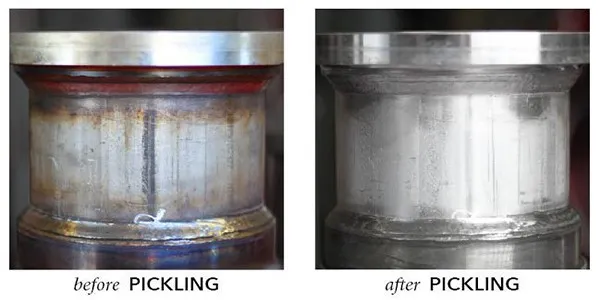
The difference between pickling and passivation
Although pickling and passivation are two frequently confused processes, their objectives differ. Pickling removes the oxide layer formed on the surface by welding heat or high temperatures, the discoloration (heat tint), and the chromium-depleted layer beneath it, using aggressive acid mixtures — typically HF (hydrofluoric acid) + HNO3 (nitric acid). Passivation, on the other hand, dissolves iron contamination on an already clean surface and ensures the homogeneous development of the passive film. In practice, the first step is pickling and the second step is passivation.
For related details on post-weld cleaning, we also recommend taking a look at our welding anti-spatter guide.
Why is passivation necessary?
Stainless steel is not "stainless"; more precisely, it resists rusting under suitable conditions. The sole source of this resistance is the integrity of the passive layer on its surface. If the layer is mechanically scratched, damaged by heat, or contaminated by a reactive metal such as carbon steel, the steel becomes locally vulnerable to corrosion at that point.
The passivation process addresses three main problems:
- Removal of free iron after welding: Iron particles transferred from carbon steel tool tips, fixtures or work surfaces during welding and machining cause localized rust-driven pitting on the surface. Passivation dissolves this free iron.
- Homogeneous distribution of the passive layer: Natural passivation (reaction with oxygen) can take hours or even days and may not be homogeneous. Chemical passivation forms a uniformly distributed film within minutes.
- Visual and hygienic surface quality: In the food, pharmaceutical and beverage industries, the surface must be smooth and non-porous; for parts to be used in chloride-containing environments, the strength of the passive layer directly affects product life.
Facilities complying with EN/ASTM standards (for example EHEDG, FDA, ASME BPE) refuse to accept stainless parts without passivation certification. Passivation is therefore not a simple "extra step" but part of the quality assurance process.
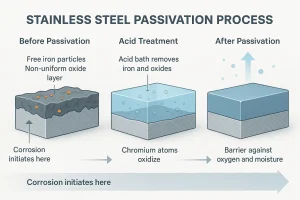
How does the passive layer form?
The formation of the passive layer is a matter of thermodynamic preference. Chromium bonds with oxygen far more readily than iron does; for this reason, when oxygen is present on the surface, chromium atoms form their own oxides and cover the surface. This process consists of several steps:
- Iron atoms on the surface dissolve in acid or in a humid environment
- The remaining chromium reacts with atmospheric oxygen to form Cr2O3
- The Cr2O3 film seals the surface and prevents further corrosion
- If the film suffers mechanical damage, the exposed chromium rapidly re-oxidizes and heals itself
Natural passivation occurs over time by leaving the steel clean in humid air, but this process varies between hours and days and is not homogeneous. Active chemical passivation, by contrast, delivers a controlled and repeatable film structure within a few minutes using a solution containing nitric or citric acid.
Types of passivation
There are three main passivation approaches commonly used in industry. The choice of method is determined by alloy type, part geometry, environmental/occupational safety constraints and the required certification.
1. Nitric acid passivation
This is the classic and longest-established method. In the ASTM A967 standard, nitric acid containing formulations are defined in various categories, primarily Type II and VIII. Typically a 20-50% HNO3 concentration by volume is applied in the 21-49°C range. Some formulas add dichromate (Na2Cr2O7); however, due to environmental regulations (such as REACH), the use of dichromate versions has declined in modern facilities.
Its advantages include effectiveness across a wide range of alloys and low chemical cost. Its disadvantages are NOx (nitrogen oxide) gas emissions, corrosive waste, and extensive ventilation/waste treatment requirements.
2. Citric acid passivation
Citric acid based passivation methods, listed as Type V, VI and VIII in ASTM A967, have spread rapidly over the last two decades, particularly in the food and pharmaceutical industries. Citric acid is an organic acid that chelates iron ions; it removes free iron without aggressively attacking the metal surface.
- Typical concentration: 4-10% citric acid, pH-adjusted aqueous solution
- Typical temperature: 49-71°C (varies by Type)
- Typical time: 10-30 minutes of immersion or circulation
The main advantages of citric acid passivation are a toxicity and emission profile far lower than that of nitric acid, easy waste neutralization, and compliance with the certifications required in the food and pharmaceutical industries.
3. Spray and immersion applications
On industrial sites, an immersion tank is not always practical for large parts or structures treated in place (in-situ). In such cases, passivation solutions in spray, brush or gel form are used. Bionil PR is a formulation suitable for spray and immersion application that prepares the surface for passive layer formation after pickling.
Passivation with Bionil PR: step by step
The workflow below is based on a typical Bionil pickling + passivation work sequence followed in the fabrication of stainless steel tanks, food equipment or welded structures.
- Pre-cleaning (Bionil PF): Oil, grease and organic residues on the surface are removed with an alkaline degreaser. If this step is skipped, the acid reacts on top of the dirt and homogeneous passivation becomes impossible.
- Pickling (Bionil P1, P2 or P3): The appropriate pickling product is selected for weld seams, the oxide layer and discoloration. P1 is preferred for immersion, the paste-form P2 for localized weld seams, and the spray-form P3 for large surfaces.
- Intermediate rinsing: The surface is rinsed with high-pressure (typically 100-150 bar) clean water so that no pickling residues remain. Residual acid disturbs the pH of the passivation bath.
- pH and free iron testing: A check is performed to ensure the surface pH has been neutralized and there are no visible residues. If necessary, free iron is checked with surface iron detection products such as Bionil Ferronil.
- Bionil PR passivation application: Applied by spray or immersion at the concentration and temperature specified in the manufacturer's instructions. In spray application, the entire surface must remain wet; in immersion application, the part must be fully submerged in the solution.
- Final rinsing and drying: The surface is rinsed with plenty of clean water; where possible, a final rinse with demineralized water is performed. The surface is dried with dry air, a clean microfiber cloth or pressurized clean air.
- Passivation verification test: The high-humidity test or water drop test defined in ASTM A380 is performed, or — as a practical field method — surface iron is checked with Bionil Ferronil.
Quality control: ASTM A967 and ASTM A380
The success of the passivation process is verified by measurement, not visually. The two fundamental reference standards are ASTM A967 and ASTM A380.
ASTM A967 defines the acceptable formulations (nitric acid and citric acid Types) and application parameters for the chemical passivation of stainless steels. ASTM A380, in turn, serves as a practical guide for the cleaning, decontamination and passivation of stainless steel parts and systems; this document also lists the verification test methods.
Common verification tests
- Water drop / high-humidity test: Pure water is dripped onto the surface, or the part is kept in a humid environment for 24 hours. No rust traces should be observed on a passive surface.
- Copper sulfate (CuSO4) test: A copper sulfate solution is applied to the surface; if free iron is present, copper deposits and a reddish stain forms. Defined in ASTM A380.
- Ferroxyl test (potassium ferrocyanide): Reveals Fe ions on the surface as a blue color. A quick indicator in field checks.
- Salt spray test: Measurement of long-term corrosion resistance in a salt fog environment per ASTM B117. Generally performed under laboratory conditions.
| Criterion | Acceptable result | Typical test |
|---|---|---|
| Free iron residue | No visible staining | Copper sulfate / Ferroxyl |
| Passive layer stability | No rusting in 24-hour humidity test | High-humidity test |
| Surface homogeneity | No color difference or staining | Visual + UV light |
| Chemical residue | pH value within neutral range | pH paper / sensor |
| Chloride resistance (advanced) | No pitting occurs | ASTM G48 / G150 |
Frequently asked questions
How long does passivation take? Depending on the method and the surface, 10-60 minutes of contact time is typical; citric acid is shorter, nitric acid relatively longer.
Is surface maintenance required after passivation? The passive layer heals itself; however, chloride-containing cleaners and carbon steel brushes must be avoided. Regular pH-neutral cleaning extends its life.
Which stainless steel grades require passivation? It is suitable for AISI 304, 304L, 316, 316L, 321, duplex 2205 and all similar chromium-nickel or chromium-nickel-molybdenum alloys.
Can passivation be done at home? It requires professional equipment, PPE and waste management. On-site or in-plant application should always be preferred.
Professional passivation solutions with Bionil
Bionil PR is a solution suitable for spray and immersion application for the passivation process following welded stainless steel fabrication. It is applied on a surface where the pickling step has been completed and supports the homogeneous formation of the passive layer. When used together with the pickling products (P1, P2, P3) and the pre-cleaning product PF, a three- to six-step surface preparation protocol can be established.
To select the right product in field applications and bring the process into ASTM compliance, the Bionil technical team provides MSDS and TDS documentation, training and on-site support services.
- Explore the Pickling & Passivation category
- Access MSDS and TDS documents
- Submit your technical consultancy request
To determine the right product and steps for your passivation application, request free consultancy from the Bionil technical team. We help you build a workflow tailored to your requirements, including field training and process optimization support.
This article was prepared by Bionil Technical Team. Last updated: May 15, 2026.