AISI 304 and AISI 316 stainless steels are the two most widely used austenitic alloys in industrial fabrication. Both are chromium-nickel based, austenitic in structure and non-magnetic; however, they show significant differences in corrosion resistance, price and behavior during pickling application. This difference directly affects not only the alloy selection but also the post-weld cleaning and passivation workflow.
In this guide we cover the chemical composition of the two alloys, their corrosion behavior, their sectoral fields of use and, in particular, how they differ in the pickling process, with examples reflected from the field. Approaching the selected steel with the right chemical is just as much the key to a long-lasting fabrication as choosing the right steel.
Key Takeaways
- The fundamental distinguishing difference is molybdenum: AISI 316 contains ~2-3% Mo while AISI 304 has none; this determines the resistance to pitting and crevice corrosion in chloride environments
- The passive layer of AISI 316 is more stable than that of AISI 304; this means the pickling process requires a longer contact time or a stronger formulation
- AISI 316L (low carbon) reduces the risk of post-weld intergranular corrosion (IGC); it is preferred over standard 316 in welded applications
- For distinguishing 304 and 316 in field checks, chemical indicators such as the Bionil Inox One Clean Marker or portable XRF are used
- The right pickling product varies by alloy: while P2/P3 with standard times is sufficient on AISI 304, the time is roughly doubled on AISI 316
What are AISI 304 and AISI 316?
AISI 304 and 316 are austenitic stainless steel grades defined according to the legacy naming system used by the American Iron and Steel Institute. Today the same alloys are also referred to in the UNS system as S30400 and S31600 respectively. In the European EN standard, the equivalents 1.4301 (304) and 1.4401 (316) are used.
Both alloys are known for their high toughness, good weldability, hygienic surface and non-magnetic structure. The critical composition difference between them is of decisive importance for pickling, passivation and service life.
Composition comparison
The table below shows the typical element content of AISI 304 and AISI 316 according to the standard specifications. There may be variation within a narrow range depending on the manufacturer.
| Element | AISI 304 (%) | AISI 316 (%) |
|---|---|---|
| Chromium (Cr) | 18.0 - 20.0 | 16.0 - 18.0 |
| Nickel (Ni) | 8.0 - 10.5 | 10.0 - 14.0 |
| Molybdenum (Mo) | — | 2.0 - 3.0 |
| Carbon (C) | max 0.08 | max 0.08 |
| Manganese (Mn) | max 2.0 | max 2.0 |
| Silicon (Si) | max 0.75 | max 0.75 |
| Phosphorus (P) | max 0.045 | max 0.045 |
| Sulfur (S) | max 0.030 | max 0.030 |
As can be seen, AISI 316 starts with a slightly lower chromium ratio but is enriched in terms of both nickel and molybdenum. These small differences change the corrosion behavior dramatically.
Corrosion resistance: the effect of chloride and acid
An indicator frequently used in corrosion engineering is the PREN value (Pitting Resistance Equivalent Number). The formula:
PREN = %Cr + 3.3 × %Mo + 16 × %N
Typical values:
- AISI 304: ~18-20
- AISI 316: ~24-28
This difference explains why AISI 316 is markedly more resistant to pitting corrosion in chloride-containing environments (seawater, brine, volatile chlorine). AISI 316 is also advantageous with regard to crevice corrosion and stress corrosion cracking (SCC).
In terms of acid resistance, both alloys withstand dilute sulfuric and phosphoric acids up to certain temperatures; however, in concentrated HCl, concentrated H2SO4 and hot chlorinated solutions, neither is suitable for prolonged contact.
Which one is used in which industry?
The alloy selection almost always depends on the chloride, temperature and pH profile of the environment in contact.
- Food industry (standard): Dairy, bread, dry food, kitchen equipment → AISI 304
- Food industry (aggressive): Salty/brined products, whey, meat processing, seafood → AISI 316/316L
- Pharmaceutical and biotechnology: WFI lines, fermentation, CIP/SIP surfaces → AISI 316L (mandatory)
- Chemical processing: Acid/base tanks, reactors → AISI 316 or higher alloys
- Marine and coastal: Boat hardware, subsea structures, coastal facilities → AISI 316 or duplex/super duplex
- Architectural and decorative: Interior trim, elevators, railings → AISI 304
- Automotive exhaust: Ferritic grades or 304L are common for high-temperature resistance
Differences in pickling application
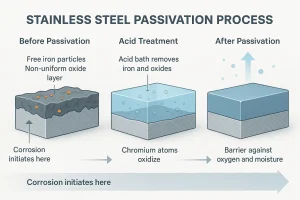
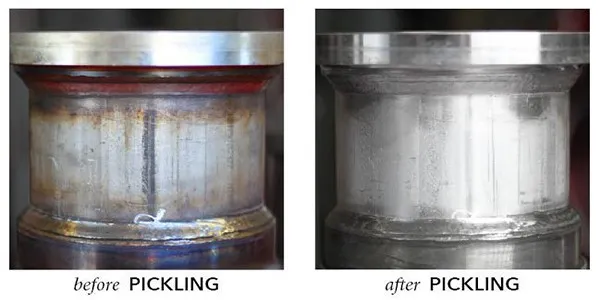
The purpose of the pickling process is to remove the oxide layer, heat tint and chromium-depleted zone formed during welding, restoring the surface to its original corrosion resistance. However, the passive layer character of the alloy directly affects how the pickling chemical reacts with the surface.
Pickling for AISI 304
Due to its lower PREN value and less durable passive layer, AISI 304 reacts relatively faster to pickling formulations. Typical reaction times observed in the field:
- Bionil P1 immersion: ~30-60 minutes
- Bionil P2 paste (localized weld seam): ~15-45 minutes
- Bionil P3 spray (large surface): ~20-40 minutes
These times vary depending on the process temperature, the contamination intensity and the dilution ratio. In most cases the standard formulation is sufficient.
Pickling for AISI 316
AISI 316 has a more stable passive layer due to its molybdenum addition; this means the pickling reaction progresses more slowly. In the field, approximately twice the AISI 304 times are commonly applied:
- Bionil P1 immersion (316/321): ~60-90 minutes
- Bionil P2 paste: ~30-90 minutes
- Bionil P3 spray: ~40-80 minutes
For 316 parts with complex geometry, heavy weld seams or very thick oxide formation, electrochemical cleaning (for example, Bionil Power 300 together with Kai Greising electrolysis equipment) may be preferred; this method significantly shortens the contact time.
The effect of molybdenum on pickling
Mo atoms incorporate into the structure of the chromium oxide passive layer, making the film thicker and less permeable. This is both an advantage in terms of corrosion resistance and an obstacle in terms of pickling; without an aggressive formulation or a longer time, it is difficult to "open up" the surface uniformly.
Passivation differences
On AISI 316, post-pickling passivation forms a thicker, molybdenum-rich passive layer compared to AISI 304. While the citric and nitric acid Types in the ASTM A967 standard apply to both alloys, the upper temperature range and a longer time are typically preferred for 316.
For a detailed application workflow on passivation, see our "What is passivation?" guide.
AISI 316L and the post-weld IGC risk
In standard AISI 316, the carbon content can reach up to 0.08%. In zones heated to between 450-850°C during welding, carbon combines with chromium to form chromium carbide (Cr23C6) precipitates. This lowers the chromium ratio at the grain boundaries, creating a "chromium-depleted zone", and these zones become susceptible to intergranular corrosion (IGC).
AISI 316L (carbon ≤ 0.03%) largely prevents this precipitation reaction. 316L is preferred in facilities performing welded fabrication; when existing weld seams are cleaned with pickling, the IGC risk is also kept close to zero.
Cost comparison
Due to its higher nickel and molybdenum content, AISI 316 is generally 20-50% more expensive than AISI 304 (varies with LME nickel and molybdenum prices). Since this difference is reflected in production costs, unnecessary use of 316 in applications without chloride or aggressive acid contact leads to increased costs.
The right approach is to analyze the service environment, use 316 where it is needed and settle for 304 in the other areas; this approach is sound both economically and from an engineering standpoint.
Bionil product recommendations (by alloy)
| Scenario | Alloy | Recommended pickling | Passivation |
|---|---|---|---|
| Standard weld seam cleaning | AISI 304 | Bionil P2 paste | Bionil PR |
| Bulk cleaning of large surfaces | AISI 304 | Bionil P3 spray | Bionil PR |
| Small part immersion | AISI 304/316 | Bionil P1 immersion | Bionil PR |
| Weld seam (chloride environment) | AISI 316/316L | Bionil P2 (extended time) | Bionil PR |
| Large surface 316 part | AISI 316/316L | Bionil P3 (extended time) | Bionil PR |
| Heavy oxide / electrochemical | AISI 316 | Bionil Power 300 + Electrolyte | Bionil PR |
| Suspected alloy mix-up | 304 or 316? | Inox One Clean Marker before testing | — |
For product details and documentation, see the pickling and passivation category page or the MSDS / TDS archive.
Frequently asked questions
In which case can 304 and 316 be distinguished by eye? They generally cannot be distinguished; a chemical indicator or XRF is required.
Is 316L necessary for all welded applications? No; standard 316 can also be used, but if there is an IGC risk in the heat-affected zone, 316L is preferred.
Can the same pickling product be used for 304 and 316? Yes, the same Bionil formulation can be applied to both alloys; only the reaction time is adjusted.
Is passivation absolutely necessary after pickling? Yes, for compliance with industrial quality standards; pickling cleans, passivation protects.
Conclusion
AISI 304 and AISI 316 are two austenitic stainless steel alloys that look similar but differ in corrosion behavior. The molybdenum addition makes AISI 316 superior in chloride-containing and aggressive environments, while at the same time requiring a longer contact time in the pickling process. Just as much as the right alloy selection, the right chemical selection and application parameters are decisive for a long-lasting, hygienic stainless surface.
To build the pickling and passivation program suited to the alloy on your production line, get technical consultancy from the Bionil technical team. With on-site audits, product trials and process optimization support, we deliver a solution tailored to your needs.
This article was prepared by Bionil Technical Team. Last updated: May 20, 2026.