Pasivasyon, paslanmaz çelik yüzeyinde doğal olarak bulunan krom oksit (Cr2O3) pasif tabakasını kimyasal yolla güçlendirip yüzeyi serbest demirden arındıran bir yüzey işlemi prosesidir. Kaynak, talaşlı imalat veya mekanik şekillendirme sonrası, çelik yüzeyinde kalan bulaşmalar pasif tabakanın düzgün oluşmasını engeller; bu da klorür gerilim korozyonu, çukurcuk korozyonu (pitting) ve genel paslanma riskini artırır.
Bu rehberde pasivasyon kavramının fiziksel ve kimyasal temelinden, endüstriyel uygulama adımlarına; ASTM A967 / A380 standartlarından Bionil PR ile sahada izlenen iş akışına kadar tüm konuyu uzman bakış açısıyla ele alıyoruz. Hem üretim mühendislerine hem de kalite kontrol ekiplerine yönelik pratik referanslar bulacaksınız.
Doğrudan ürün seçimine geçmek isteyen okuyucular için: Bionil pickling ve pasivasyon kategorisini buradan inceleyebilirsiniz.
Önemli Çıkarımlar
- Pasivasyon, paslanmaz çeliğin yüzeyindeki pasif Cr2O3 tabakasını güçlendirip serbest demiri çözen kontrollü bir kimyasal işlemdir; metal kaybı yaratmaz
- Pickling ve pasivasyon farklı işlemlerdir: pickling kaynak sonrası temizlik, pasivasyon ise koruma sağlar — ikisi birlikte uygulandığında en sağlam korozyon direnci elde edilir
- ASTM A967 ve ASTM A380 standartları, pasivasyon yöntemlerini (nitrik asit ve sitrik asit) ile kalite kontrol testlerini tanımlayan global referanslardır
- Sitrik asit pasivasyonu (ASTM A967 Type V/VI), nitrik asit yöntemlerine kıyasla daha çevre dostu olup gıda, ilaç ve içecek sektörlerinde tercih edilir
- Bionil PR, paslanmaz çelik yüzeylerde sprey ve daldırma uygulamasına uygun, pickling sonrası pasif tabaka oluşumunu hızlandıran bir pasivasyon çözeltisidir
Pasivasyon nedir?
Pasivasyon terimi, en geniş anlamıyla metalin korozyona karşı kimyasal yolla daha az reaktif hale getirilmesini ifade eder. Paslanmaz çelik bağlamında pasivasyon, yüzeydeki demir atomlarının asit çözeltisi ile seçici olarak çözünmesi ve geriye krom bakımından zenginleşmiş, ince bir oksit film tabakasının bırakılmasıdır. Bu film, kalınlığı tipik olarak 2-5 nanometre olan amorf bir krom oksit (Cr2O3) yapısıdır ve metal ile çevre arasındaki elektrokimyasal alışverişi büyük ölçüde durdurur.
Pasif tabaka aslında çıplak gözle görülmez. Yüzey görüntüsünde belirgin bir değişim olmasa bile, mikro-yapısal düzlemde krom yoğunluğu artar ve serbest demir oranı düşer. Bu durum çeliğin korozyon potansiyelini pozitif (asal) tarafa kaydırır.
Pickling ile pasivasyon farkı
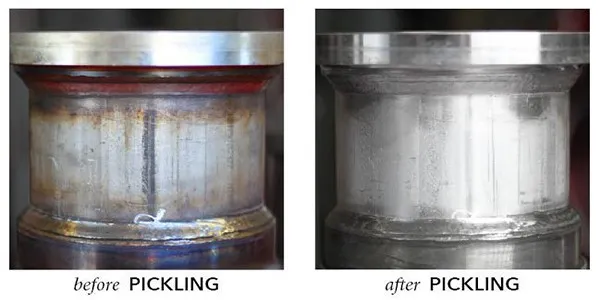
Pickling ve pasivasyon sıkça karıştırılan iki proses olsa da hedefleri farklıdır. Pickling, kaynak ısısı veya yüksek sıcaklık nedeniyle yüzeyde oluşan oksit tabakasını, renk değişimini (heat tint) ve onun altındaki krom tükenmiş katmanı (chromium-depleted layer) agresif asit karışımlarıyla — tipik olarak HF (hidroflorik asit) + HNO3 (nitrik asit) — kaldırır. Pasivasyon ise zaten temiz olan yüzeyde, demir bulaşmasını çözüp pasif filmin homojen gelişmesini sağlar. Uygulamada birinci adım pickling, ikinci adım pasivasyon olarak sıralanır.
Konuyla ilgili kaynak sonrası temizlik detayları için kaynak çapak önleyici rehberimize da göz atmanızı öneririz.
Neden pasivasyon gerekli?
Paslanmaz çelik "paslanmaz" değildir; daha doğrusu, uygun şartlarda paslanmaya direnir. Bu direncin tek kaynağı, yüzeyindeki pasif tabakanın bütünlüğüdür. Eğer tabaka mekanik olarak çizilir, ısıyla zarar görür veya yüzeye karbon çelik gibi reaktif bir metal bulaşırsa, çelik o noktada lokal olarak korozyona açık hale gelir.
Pasivasyon işlemi başlıca şu üç problemi adresler:
- Kaynak sonrası serbest demir gideri: Kaynak ve talaşlı imalat sırasında karbon çelik takım uçlarından, fikstürlerden veya işlem yüzeylerinden bulaşan demir parçacıkları yüzeyde lokal pas kaynaklı çukurlaşmaya yol açar. Pasivasyon, bu serbest demiri çözer.
- Pasif tabakanın homojen dağılımı: Doğal pasivasyon (oksijenle reaksiyon) saatler hatta günler sürebilir ve homojen olmayabilir. Kimyasal pasivasyon birkaç dakika içinde düzgün dağılımlı film oluşturur.
- Yüzey görsel ve hijyenik kalite: Gıda, ilaç ve içecek sektöründe yüzeyin pürüzsüz ve gözeneksiz olması; klorürlü ortamda kullanılacak parçalarda ise pasif tabakanın güçlü olması doğrudan ürün ömrünü etkiler.
EN/ASTM standartlarına uyum sağlayan tesisler (örneğin EHEDG, FDA, ASME BPE), paslanmaz parçaların pasivasyon sertifikasyonu olmadan kabul edilmesini reddeder. Bu nedenle pasivasyon, basit bir "ekstra adım" değil, kalite güvence sürecinin parçasıdır.
Pasif tabaka nasıl oluşur?
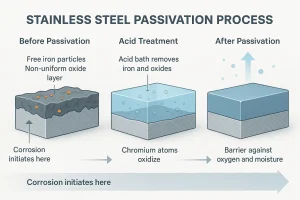
Pasif tabakanın oluşumu termodinamik bir tercih meselesidir. Krom, demire kıyasla oksijenle çok daha kolay bağ kurar; bu nedenle yüzeyde oksijen mevcut olduğunda krom atomları kendi oksitlerini oluşturup yüzeyi kaplar. Bu süreç birkaç adımdan oluşur:
- Yüzeydeki demir atomları asit veya nemli ortamda çözünür
- Geride kalan krom, atmosferik oksijenle reaksiyona girip Cr2O3 oluşturur
- Cr2O3 film yüzeyi mühürler ve daha fazla korozyonu engeller
- Film mekanik hasara uğrarsa, açıkta kalan krom hızla yeniden oksitlenip kendini onarır
Doğal pasivasyon, çeliği temiz ve nemli havaya bırakmakla zamanla oluşur ancak bu süreç saatler-günler arasında değişir ve homojen değildir. Aktif kimyasal pasivasyon ise nitrik veya sitrik asit içeren çözeltiyle birkaç dakikada kontrollü ve tekrarlanabilir bir film yapısı sağlar.
Pasivasyon çeşitleri
Endüstride yaygın olarak kullanılan başlıca üç pasivasyon yaklaşımı vardır. Yöntem seçimi; alaşım tipi, parça geometrisi, çevre/iş güvenliği kısıtları ve gerekli sertifikasyona göre belirlenir.
1. Nitrik asit pasivasyon
Klasik ve en uzun süredir uygulanan yöntemdir. ASTM A967 standardında nitrik asit içeren formülasyonlar Type II ve VIII başta olmak üzere farklı kategorilerde tanımlanır. Tipik olarak %20-50 hacimsel HNO3 konsantrasyonu, 21-49°C aralığında uygulanır. Bazı formüllerde dikromat (Na2Cr2O7) eklenir; ancak çevre düzenlemeleri (REACH gibi) nedeniyle dikromatlı versiyonların kullanımı modern tesislerde azalmıştır.
Avantajları arasında geniş alaşım yelpazesinde etkinlik ve düşük kimyasal maliyet sayılabilir. Dezavantajları ise NOx (azot oksit) gaz emisyonu, korozif atık ve kapsamlı havalandırma/atık arıtma gereksinimleridir.
2. Sitrik asit pasivasyon
ASTM A967'de Type V, VI ve VIII olarak yer alan sitrik asit bazlı pasivasyon yöntemleri, son yirmi yılda gıda ve ilaç sektörü başta olmak üzere hızla yaygınlaşmıştır. Sitrik asit, demir iyonlarını şelatlayan organik bir asittir; metal yüzeyini agresif şekilde aşındırmadan serbest demiri uzaklaştırır.
- Tipik konsantrasyon: %4-10 sitrik asit, pH ayarlı sulu çözelti
- Tipik sıcaklık: 49-71°C (Type'a göre değişir)
- Tipik süre: 10-30 dakika daldırma veya sirkülasyon
Sitrik asit pasivasyonunun başlıca avantajları toksisite ve emisyon profilinin nitrik asitten çok daha düşük olması, atık nötralizasyonunun kolay olması ve gıda ile ilaç sektörlerinde gerekli sertifikasyonlara uygunluğudur.
3. Sprey ve daldırma uygulamaları
Endüstriyel sahada büyük parçalar veya yerinde (in-situ) işlem yapılan yapılarda daldırma tankı her zaman pratik değildir. Bu durumda sprey, fırça veya jel formdaki pasivasyon çözeltileri kullanılır. Bionil PR, sprey ve daldırma uygulamasına uygun, pickling sonrasında yüzeyi pasif tabaka oluşumuna hazırlayan bir formülasyondur.
Bionil PR ile pasivasyon: adım adım
Aşağıdaki iş akışı, paslanmaz çelik tank, gıda ekipmanı veya kaynaklı yapı imalatlarında izlenen tipik bir Bionil pickling + pasivasyon iş sırasına dayanır.
- Ön temizleme (Bionil PF): Yüzeydeki yağ, gres ve organik kalıntılar alkalin yağ alıcı ile uzaklaştırılır. Bu adım atlanırsa asit, kirin üzerinde reaksiyona girer ve sonuç olarak homojen pasivasyon mümkün olmaz.
- Pickling (Bionil P1, P2 veya P3): Kaynak dikişleri, oksit tabakası ve renk değişimi için uygun pickling ürünü seçilir. Daldırma için P1, lokal kaynak dikişi için pasta formundaki P2, geniş yüzey için sprey formundaki P3 tercih edilir.
- Ara yıkama: Pickling kalıntılarının yüzeyde kalmaması için yüksek basınçlı (tipik 100-150 bar) temiz su ile yıkanır. Kalıntı asit, pasivasyon banyosunun pH değerini bozar.
- pH ve serbest demir testi: Yüzeyin pH'ı nötrleştiğinden ve gözle görülür kalıntı olmadığından emin olmak için kontrol yapılır. Gerekirse Bionil Ferronil gibi yüzey demir tespit ürünleri ile serbest demir kontrolü yapılır.
- Bionil PR pasivasyon uygulaması: Üretici talimatına uygun konsantrasyon ve sıcaklıkta sprey veya daldırma ile uygulanır. Sprey uygulamada tüm yüzeyin ıslak kalması; daldırma uygulamada parçanın tamamen çözeltiye gömülmesi sağlanır.
- Son yıkama ve kurutma: Bol temiz su ile yıkanır; mümkünse demineralize su ile son durulama yapılır. Yüzey kuru hava, temiz mikrofiber bez veya basınçlı temiz hava ile kurutulur.
- Pasivasyon doğrulama testi: ASTM A380'de tanımlı yüksek nem testi, su damlası testi veya saha şartlarında pratik olarak Bionil Ferronil ile yüzey demir kontrolü yapılır.
Kalite kontrol: ASTM A967 ve ASTM A380
Pasivasyon işleminin başarısı, görsel olarak değil ölçüme dayalı doğrulanır. İki temel referans standart ASTM A967 ve ASTM A380'dir.
ASTM A967, paslanmaz çeliklerin kimyasal pasivasyonu için kabul edilebilir formülasyonları (nitrik asit ve sitrik asit Type'ları) ve uygulama parametrelerini tanımlar. ASTM A380 ise paslanmaz çelik parça ve sistemlerin temizliği, dekontaminasyonu ve pasivasyonu için pratik kılavuz niteliğindedir; bu doküman ayrıca doğrulama test yöntemlerini de listeler.
Yaygın doğrulama testleri
- Su damlası / yüksek nem testi: Yüzeye saf su damlatılır veya parça nemli ortamda 24 saat bekletilir. Pasif yüzeyde paslanma izi gözlenmemelidir.
- Bakır sülfat (CuSO4) testi: Bakır sülfat çözeltisi yüzeye uygulanır; serbest demir varsa bakır çöker ve kırmızımsı leke oluşur. ASTM A380'de tanımlıdır.
- Ferroksil testi (potasyum ferrosiyanür): Yüzeydeki Fe iyonlarını mavi renk olarak gösterir. Saha kontrollerinde hızlı bir göstergedir.
- Salt spray (tuz püskürtme) testi: ASTM B117'ye göre tuzlu sis ortamında uzun süreli korozyon dayanımı ölçümü. Genellikle laboratuvar şartlarında.
| Kriter | Kabul edilebilir sonuç | Tipik test |
|---|---|---|
| Serbest demir kalıntısı | Gözle görülür leke yok | Bakır sülfat / Ferroksil |
| Pasif tabaka kararlılığı | 24 saat nem testinde paslanma yok | Yüksek nem testi |
| Yüzey homojenliği | Renk farkı veya leke yok | Görsel + UV ışık |
| Kimyasal kalıntı | pH değeri nötr aralığında | pH kağıdı / sensörü |
| Klorür dayanımı (ileri seviye) | Pitting oluşmuyor | ASTM G48 / G150 |
Sıkça sorulan sorular
Pasivasyon ne kadar sürer? Yönteme ve yüzeye göre 10-60 dakika temas süresi tipiktir; sitrik asit daha kısa, nitrik asit nispeten daha uzun.
Pasivasyon sonrası yüzey bakımı gerekli mi? Pasif tabaka kendini onarır; ancak klorürlü temizleyici ve karbon çelik fırçalardan kaçınmak gerekir. Düzenli pH-nötr temizlik ömrü uzatır.
Hangi paslanmaz çelik türü için pasivasyon yapılır? AISI 304, 304L, 316, 316L, 321, duplex 2205 ve benzeri tüm krom-nikel veya krom-nikel-molibden alaşımları için uygundur.
Pasivasyon evde yapılabilir mi? Profesyonel ekipman, KKD ve atık yönetimi gerektirir. Saha ya da tesis uygulaması her zaman tercih edilmelidir.
Bionil ile profesyonel pasivasyon çözümleri
Bionil PR, kaynaklı paslanmaz imalat sonrası pasivasyon işlemi için sprey ve daldırma uygulamasına uygun bir çözeltidir. Pickling adımı tamamlanmış yüzeyde uygulanır ve pasif tabakanın homojen oluşmasını destekler. Pickling ürünleri (P1, P2, P3) ve ön temizleme ürünü PF ile birlikte kullanıldığında üç ile altı adımlık bir yüzey hazırlama protokolü kurulabilir.
Saha uygulamalarında doğru ürünü seçmek ve süreci ASTM uyumlu hale getirmek için Bionil teknik ekibi MSDS ve TDS dokümantasyonu, eğitim ve sahada destek hizmeti sunar.
- Pickling & Pasivasyon kategorisini inceleyin
- MSDS ve TDS dokümanlarına ulaşın
- Teknik danışmanlık talebinizi iletin
Pasivasyon uygulamanız için doğru ürün ve adımları belirlemek üzere Bionil teknik ekibinden ücretsiz danışmanlık talep edin. Saha eğitimi ve süreç optimizasyonu desteği dahil, gereksinimlerinize özel bir akış kurmanıza yardımcı oluyoruz.
Bu makale Bionil Teknik Ekibi tarafından hazırlanmıştır. Son güncelleme: 15 Mayıs 2026.